Lecture 1
FUNDAMENTALS OF METAL FORMING
There are four basic production processes for producing desired shape of a product. These are casting, machining, joining (welding, mechanical fastners, epoxy, etc.), and deformation processes. Casting process exploit the fluidity of a metal in liquid state as it takes shape and solidifies in a mold. Machining processes provide desired shape with good accuracy and precision but tend to waste material in the generation of removed portions. Joining processes permit complex shapes to be constructed from simpler components and have a wide domain of applications.
Deformation processes exploit a remarkable property of metals, which is their ability to flow plastically in the solid state without deterioration of their properties. With the application of suitable pressures, the material is moved to obtain the desired shape with almost no wastage. The required pressures are generally high and the tools and equipment needed are quite expensive. Large production quantities are often necessary to justify the process.
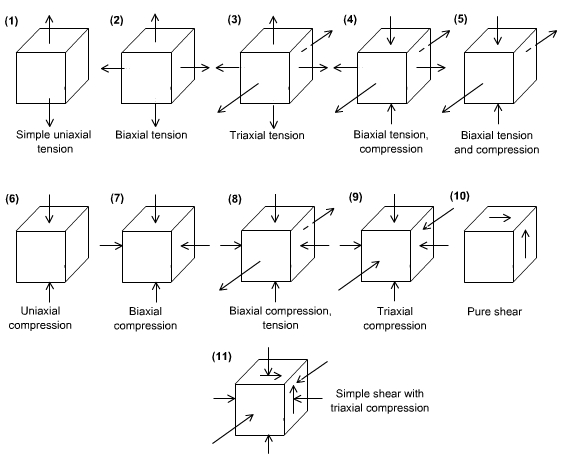
Fig 1.1 State of the stresses metal undergo during deformation.
As a metal is deformed (or formed, as often called) into useful shape, it experiences stresses such as tension, compression, shear, or various combinations there of Fig 1.1 illustrates these states of stresses. Some common metal forming processes are schematically given in Fig 1.2 along with the state of stress(es) experienced by the metal during the process.
Number |
Process |
State of Stress in Main Part During Forming |
|---|---|---|
1 |
Rolling
|
Bi-axial compression |
2 |
Forging
|
Tri-axial compression |
3 |
Extrusion 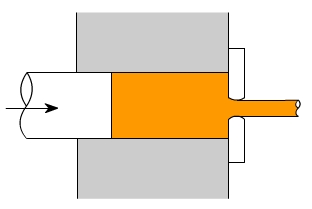 |
Tri-axial compression |
4 |
swaging
|
Bi-axial compression |
5 |
Deep drawing 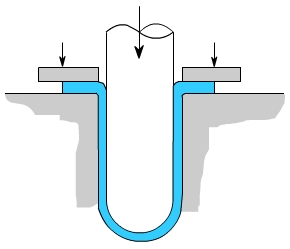 |
In flange of blank, bi-axial tension and compression. In wall of cup, simple uni-axial tension. |
6 |
Wire and tube drawing
|
Bi-axial compression, tension. |
7 |
Straight bending
|
At bend, bi-axial compression and bi-axial tension |
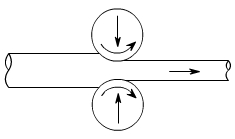
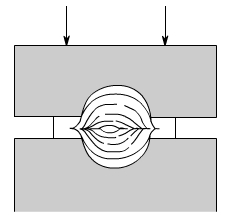
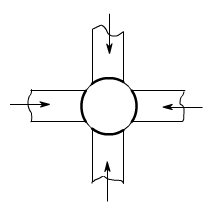
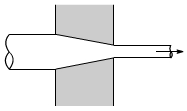
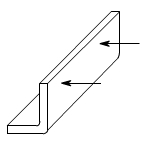
Fig 1.2 Common metal forming processes. State of stress experienced by metal is also given
To understand the forming of metal, it is important to know the structure of metals. Metals are crystalline in nature and consist of irregularly shaped grains of various sizes. Each grain is made up of atoms in an orderly arrangement, known as a lattice. The orientation of the atoms in a grain is uniform but differs in adjacent grains. When a force is applied to deform it or change its shape, a lot of changes occur in the grain structure. These include grain fragmentation, movement of atoms, and lattice distortion. Slip planes develop through the lattice structure at points where the atom bonds of attraction are the weakest and whole blocks of atoms are displaced. The orientation of atoms, however, does not change when slip occurs.
To deform the metal permanently, the stress must exceed the elastic limit. At room temperature, the metal is in a more rigid state than when at higher temperature. Thus, to deform the metal greater pressures are needed when it is in cold state than when in hot state.
When metal is formed in cold state, there is no recrystallization of grains and thus recovery from grain distortion or fragmentation does not take place. As grain deformation proceeds, greater resistance to this action results in increased hardness and strength. The metal is said to be strain hardened. There are several theories to explain this occurrence. In general, these refer to resistance build up in the grains by atomic dislocation, fragmentation, or lattice distortion, or a combination of the three phenomena.
The amount of deformation that a metal can undergo at room temperature depends on its ductility. The higher the ductility of a metal, the more the deformation it can undergo. Pure metals can withstand greater amount of deformation than metals having alloying elements, since alloying increases the tendency and rapidity of strain hardening. Metals having large grains are more ductile than those having smaller grains.
When metal is deformed in cold state, severe stresses known as residual stresses are set up in the material. These stresses are often undesirable, and to remove them the metal is heated to some temperature below the recrystalline range temperature. In this temperature range, the stresses are rendered ineffective without appreciable change in physical properties or grain structure.
COLD AND HOT WORKING OF METALS
Cold Working:
Plastic deformation of metals below the recrystallization temperature is known as cold working. It is generally performed at room temperature. In some cases, slightly elevated temperatures may be used to provide increased ductility and reduced strength. Cold working offers a number of distinct advantages, and for this reason various cold-working processes have become extremely important. Significant advances in recent years have extended the use of cold forming, and the trend appears likely to continue.
In comparison with hot working, the advantages of cold working are
1. No heating is required
2. Bettter surface finish is obtained
3. Better dimensional control is achieved; therefore no secondary machining is generally needed.
4. Products possess better reproducibility and interchangeablity.
5. Better strength, fatigue, and wear properties of material.
6. Directional properties can be imparted.
7. Contamination problems are almost negligible.
Some disadvantages associated with cold-working processes are:
1. Higher forces are required for deformation.
2. Heavier and more powerful equipment is required.
3. Less ductility is available.
4. Metal surfaces must be clean and scale-free.
5. Strain hardening occurs ( may require intermediate annealing ).
6. Undesirable residual stresses may be produced
Cold forming processes, in general, are better suited to large-scale production of parts because of the cost of the required equipment and tooling.
Warm Working:
Metal deformation carried out at temperatures intermediate to hot and cold forming is called Warm Forming . Compared to cold forming, warm forming offers several advantages. These include:
• Lesser loads on tooling and equipment
• Greater metal ductility
• Fewer number of annealing operation ( because of less strain hardening )
Compared to hot forming, warm forming offers the following advantages.
• Lesser amount of heat energy requirement
• Better precision of components
• Lesser scaling on parts
• Lesser decarburization of parts
• Better dimensional control
• Better surface finish
• Lesser thermal shock on tooling
• Lesser thermal fatigue to tooling, and so greater life of tooling.
Hot Working:
Plastic deformation of metal carried out at temperature above the recrystallization temperature, is called hot working. Under the action of heat and force, when the atoms of metal reach a certain higher energy level, the new crystals start forming. This is called recrystallization. When this happens, the old grain structure deformed by previously carried out mechanical working no longer exist, instead new crystals which are strain-free are formed.
In hot working, the temperature at which the working is completed is critical since any extra heat left in the material after working will promote grain growth, leading to poor mechanical properties of material.
In comparison with cold working, the advantages of hot working are
-
No strain hardening
-
Lesser forces are required for deformation
-
Greater ductility of material is available, and therefore more deformation is possible.
-
Favorable grain size is obtained leading to better mechanical properties of material
-
Equipment of lesser power is needed
-
No residual stresses in the material.
Some disadvantages associated in the hot-working of metals are:
-
Heat energy is needed
-
Poor surface finish of material due to scaling of surface
-
Poor accuracy and dimensional control of parts
-
Poor reproducibility and interchangeability of parts
-
Handling and maintaining of hot metal is difficult and troublesome
-
Lower life of tooling and equipment.